In this post, we will transition from discussing the big-picture “science” behind thermoforming, to considering some of the nuts-and-bolts processing parameters when you are ready to start making parts. Key terms and definitions discussed in this article will be highlighted in bold type.
 Cycle time refers to the total amount of time to make one finished part, including locating the sheet, heating, forming the part, cooling the part, removing the formed part from the machine, trimming, finishing, and packaging.
Cycle time refers to the total amount of time to make one finished part, including locating the sheet, heating, forming the part, cooling the part, removing the formed part from the machine, trimming, finishing, and packaging.
While all these steps contribute to a part’s cycle time, ultimately a lower limitation on total cycle time is often dictated by the slowest step or steps. Cycle time determines part throughput; it influences the efficiency, cost, and profitability of a production run.
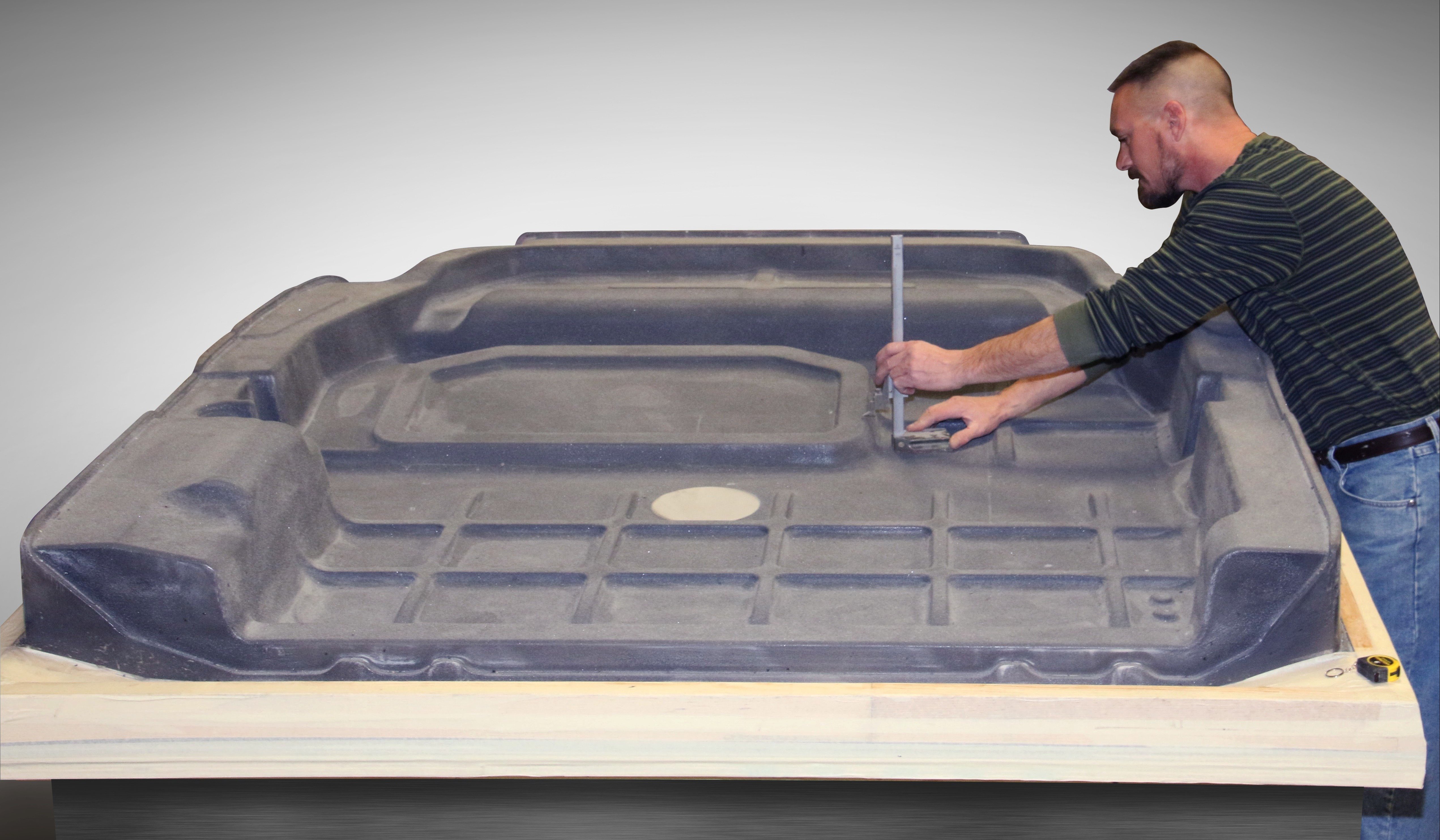
For our purposes, we’ll assume a work cell equipped with a sheet-fed, shuttle thermoforming machine and will only consider the forming part of the process.
Heating time depends on several factors, including sheet thickness and polymer type. As a rule of thumb, crystalline and semi-crystalline polymers such as HDPE and Nylon 6 require greater amounts of heat to reach forming temperature than amorphous polymers such as acrylic, PS, and PVC.
Higher forming temperatures equate (in theory) to increased cycle times.
At one time, heating heavy-gauge sheets used to be the main bottleneck in thermoforming cycle times. Depending on the application this can still be the case, however, the development of modern, high-wattage, electric ovens and elements, including ceramic, quartz, halogen, and infra-red, have reduced the cycle-time dependency on this facet of thermoforming.
More important than the delivery of bulk heat to the sheet, is proper oven design and application-specific fundamentals such as heat zones, sheet heat time and control, heat element spacing, and polymer-element compatibility. Too little heat can lead to unnecessarily long cycle times, and too much heat can degrade the sheet and escalate electricity costs. Good oven design should impede external drafts and isolate the sheet from the external environment.
PCI’s in-house engineering staff accounts for all the variables that factor into heating plastic sheets in order to specify the right oven design and calculate the correct heating profile, optimizing both part quality and cycle time.
The amount and type of machine automation can play a significant role in eliminating process variation and optimizing cycle time. All of PCI’s sheet-fed, shuttle thermoforming machines are fully integrated with automated, timer-based systems that control oven temperature by zones, sheet heating time, cooling time, vacuum time and pressure, and air eject and pressure.
These parameters are calculated and calibrated prior to production for a specific application and, as well, monitored throughout the run for quality assurance.
 In an automated, thermoforming work cell manufacturing heavy gauge parts, cooling time is often the key, critical factor determining the overall speed of cycle time; at the same time, the one area where there is often the greatest opportunity to improve it.
In an automated, thermoforming work cell manufacturing heavy gauge parts, cooling time is often the key, critical factor determining the overall speed of cycle time; at the same time, the one area where there is often the greatest opportunity to improve it.
This is because cooling time is often directly related to tooling design, which in turn is affected by production decisions such as the projected number of parts in a specific job. Although the volume of parts produced, or the design of the finished product, may determine what mold design is feasible, many customers and/or formers start by looking for the least expensive and fastest way to build a mold and start making parts.
A water-cooled aluminum tool is more expensive to build than one made from tooling board or steel, but it can also cool parts up to 10 times faster, resulting in a significant reduction in cycle time and improvement in part throughput.
For low-volume parts, the added expense may not be necessary, but for high-volume, multiple-shift production, a well-designed, water-cooled aluminum tool is well worth the investment.
Cycle times should never be based on how long it takes your mold to cool between shots unless the volume is low or you are prototyping.
PCI’s team can help you decide on the right tool, at the right cost, for your job.